
Challenges
- Complex geometry
- Subsea application
- Diver applied
Benefits
- Cost-effective alternative
- Quick installation
- No shutdown
Scope
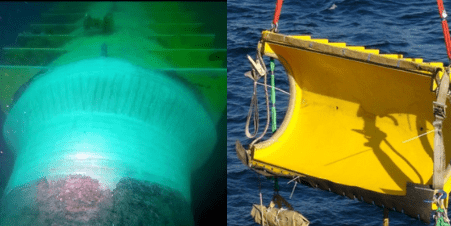
A critical defect was identified on a 48″ subsea crude oil pipeline in the Gulf region. ICR was engaged to design and execute a tailored repair solution that would maintain pipeline integrity under pressure while avoiding production shutdown.
The scope included engineering a custom clamp solution, subsea installation by trained divers, composite overwrapping, and full pressure testing to validate repair integrity.
Solution
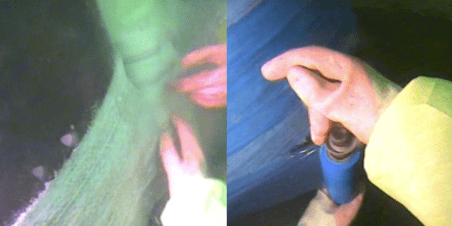
ICR designed and implemented a custom-manufactured clamp installed over the defect, followed by an advanced Technowrap™ 2K Splashzone composite overwrap. Technowrap-trained third-party divers installed collars on either side of the clamp, with composite materials prepared topside and transferred subsea for application.
The entire operation was monitored via a live onboard video feed. The repair was engineered to retain pressure, ensure fluid containment, and allow for future pipeline purging, supporting long-term operational reliability.
Result
Pressure testing was successfully completed over a six-hour period, confirming the integrity of the repair. The complex subsea intervention was executed safely and efficiently, with the full project completed within an accelerated 10-day timeframe from mobilisation to completion.
The solution minimised production disruption, eliminated the risk of an emergency shutdown, and significantly reduced the potential for future oil spills.
Contact ICR
Have a question for our team? You can find out about our subsea capabilities, or get in touch, by clicking here.
Challenges
- Subsea application
- Diver applied
Benefits
- Cost-effective alternative
- Quick installation
- No shutdown
Scope
A critical defect was identified on a 36″ subsea crude oil riser in the Gulf region. ICR was engaged to design and implement a tailored repair solution using Technowrap™ subsea resin system.
The scope included subsea application by air divers, composite overwrapping, controlled curing, and verification of repair integrity.
Solution
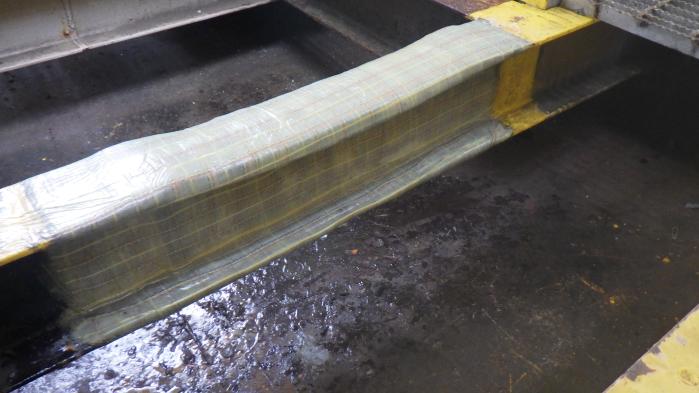
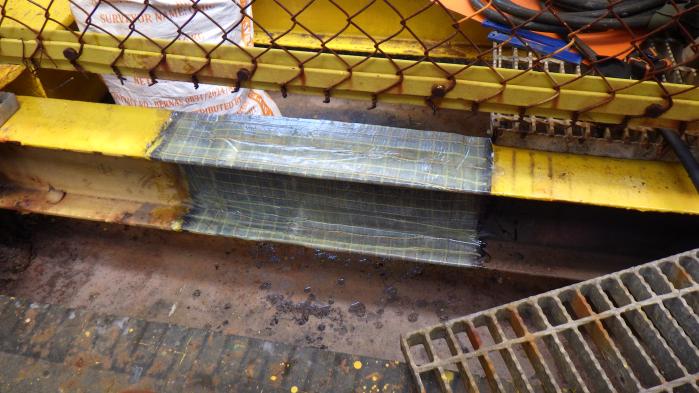
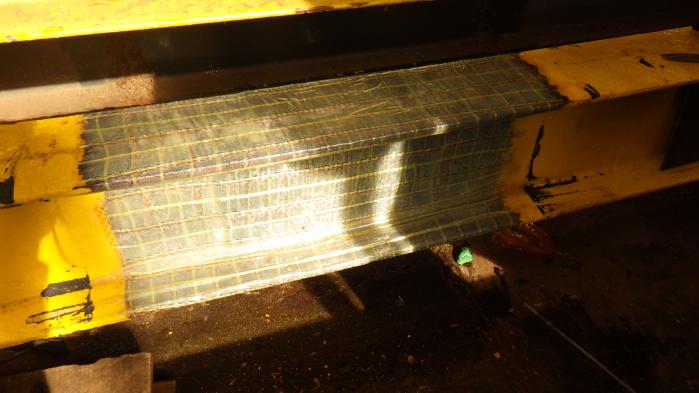
The repair involved applying wet composite cloth directly onto the 36″ riser. Once applied, the system was secured with structural reinforcement to ensure adequate compression and proper adhesion to the substrate.
ICR’s Technowrap™ subsea resin system, specifically engineered to bond to metallic surfaces and cure in fully submerged conditions, was utilised.
Four layers of Technowrap™ Splashzone composite were applied within just one hour, demonstrating the system’s efficiency and suitability for rapid subsea repairs.
Result
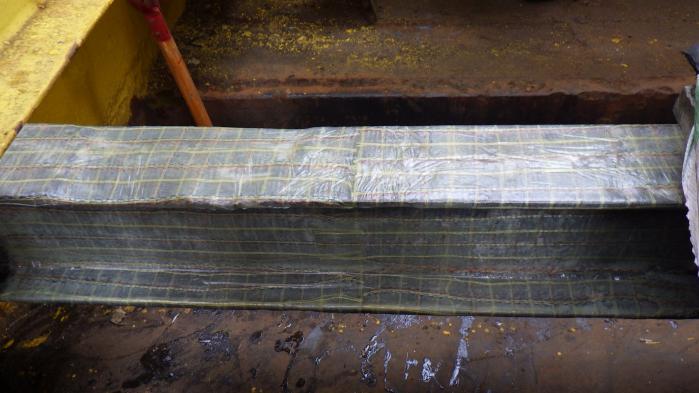
The repair was successfully executed by air divers, highlighting the practicality and ease of application of the Technowrap™ system.
The composite was allowed to cure over approximately 36 hours, achieving full structural integrity. The solution delivered a cost-effective and durable repair, minimised operational downtime, and extended the service life of the riser. The resin’s underwater curing capability ensured reliable performance in harsh marine environments.
Find Out More
For more on ICR’s subsea repairs, or to get in touch with our team, please click here.
Challenges
- 16 internal repairs
- Significant external repair of 21,625mm circumference and 1,600mm depth
Benefits
- Two-year design life
- Cost-effective and timely
- Safe and non-intrusive
Scope
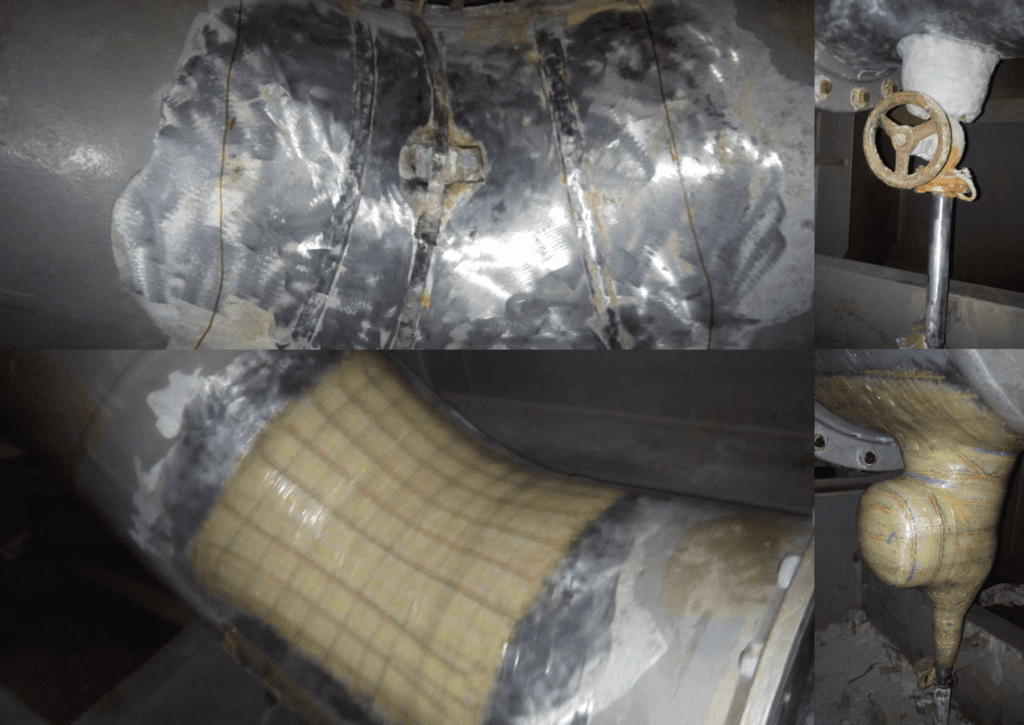
ICR was requested to restore the integrity of a corroding carbon steel firewater tank in Iraq using Technowrap™ composite repairs.
The tank was suffering from multiple through-wall defects both internally and externally. ICR was tasked with providing engineered repair solutions with a two-year design life, as well as supplying equipment and personnel to complete both the full circumference external repair and the internal reinforcement works.
Solution
After analysing the tank’s condition, operating temperature range (−6°C to 50°C), and the required two-year design life, ICR’s technical team engineered a Technowrap™ composite repair system to restore structural integrity. Materials and specialist technicians were then mobilised to site in Iraq to complete repairs.
External Repair: Surface preparation was carried out using grit blasting prior to composite application. The repair consisted of:
- One layer of 2K glass fibre cloth
- Six layers of SRS carbon fibre cloth
- High-ambient (HA) resin system
This repair was applied around the full circumference of the tank base.
Internal Repairs: The internal through-wall defects had previously been sealed using welded steel patches. ICR was requested to reinforce these areas with composite repairs following surface preparation. The internal scope included:
- Five repair patches measuring 950 mm × 500 mm applied to the tank base
- One continuous repair measuring 21,000 mm × 300 mm applied around the internal tank base
- Ten repair patches measuring 950 mm × 300 mm applied to vertical seam welds on the internal tank wall
All internal repairs utilised the same composite system as the external repair.
Results
The project was completed within the agreed budget and schedule. With the large number of defects requiring remediation, the use of Technowrap™ composite repairs proved to be more cost-effective and significantly faster to implement than traditional replacement or hot-work repair methods.
Get In Touch
If you have a question for our team, or would like to learn more about our services, please submit the form on this page.








Challenges
- Multiple repairs with different geometries
Benefits
- Cost-effective
- Quick installation
- No hot work
- Completely engineered repair
Scope
A multinational oil and gas company engaged ICR to deliver multiple composite repairs aboard one of its major LNG carriers. Located in Doha – Qatar, the tanker featured carbon steel ballast water lines that had developed through-wall defects as a result of corrosion.
After assessing the asset condition, including defect dimensions, pipe geometry, operating pressure, temperature and coating condition, ICR engineered Technowrap™ composite repair solutions to restore the structural integrity of the ballast water system with a design life of 10 years.
Once the repair design was approved, we quickly mobilised personnel and materials to the vessel.
Solution
The first repair location, situated on a valve within the ballast line, required full encapsulation using eight layers of our Technowrap™ composite system incorporating our High Ambient (HA) resin.
The second repair location on the main line required an eight-layer patch repair to address a through-wall defect on a 24″ carbon steel section.
Following surface preparation at each defect location, our technicians systematically applied the composite layers according to the engineered design. Final QA/QC checks, including visual inspection and hardness testing, were performed to verify the quality and integrity of each repair before demobilisation.
Results
Despite the need for two different repair types, complete valve encapsulation and a patch repair, ICR’s team successfully engineered, mobilised, and delivered the repairs within the customer’s required timeframe and budget.
A seamless project from start to finish, ICR has since continued to support this client with further composite repairs across its major assets.
Contact Us
This is just one of the composite repair scopes that ICR has delivered in the Middle East. To find out more, or to get in touch with our team, please click here.
Challenges
- Challenging geometry
Benefits
- Cost-effective
- Quick installation
- No hot work
- Completely engineered repair
Scope
An international shipping company contacted ICR to provide an engineered composite repair solution for its specialised reefer vessel, which was recently operating in Netherlands.
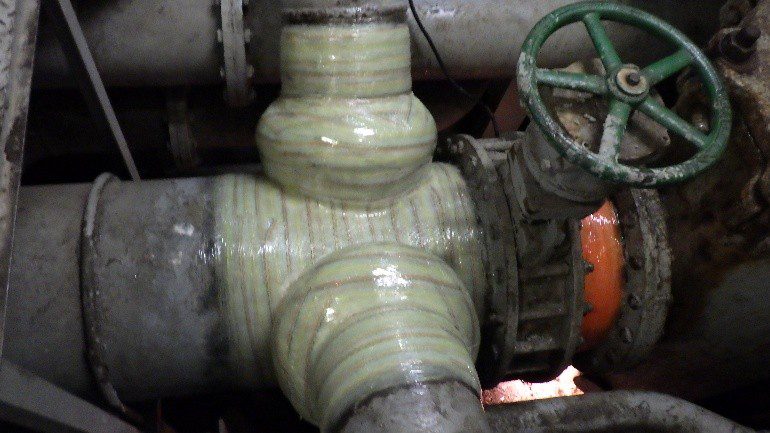
The vessel featured a 10” carbon steel cross-over pipe located in the engine room floorplate, which was suffering from a through-wall defect caused by internal corrosion.
ICR engineered a single composite repair solution to restore the integrity of the line, designed to provide a service life of 10 years.
Solution
After reviewing the conditions of the cross-over pipe, including defect size, tee geometry, temperature, pressure, and other factors, our team determined that 14 layers of our 2K cloth and Low Temperature (LT) resin system would effectively restore the line.
Personnel and materials were quickly mobilised to the site, and surface preparation was completed via bristle blasting.
Our technicians then applied the layers before completing final QA/QC checks to verify the integrity of the cross-over pipe.
Results
The defect was fully resolved, achieving the targeted 10-year design life. This repair provided a quick, cost-effective solution and showcased the capabilities of Technowrap™, even despite the challenging geometry.
Contact Us
If you would like to learn more about Technowrap™ Composite Repairs and our capabilities in the Netherlands, please contact our Key Account Manager, Ryan Crabb (ryan.crabb@icr-world.com).

Challenges
- Multiple significant defects
Benefits
- Cost-effective
- Quick installation
- No hot work
- Completely engineered repairs
Scope
A leading multinational energy and petrochemical company engaged ICR to restore several corroded I-beams using Technowrap™ engineered composite repairs.
Located offshore Malaysia, the asset featured six carbon steel I-beams suffering from corrosion, with an average remaining steel thickness ranging from 0.1 mm to 1 mm.
The customer requested that ICR restore the load bearing capacity of the I-beams with engineered repairs designed for a 20-year service life.
Solution
After analysing the corroded I-beams, ICR’s technical team determined that a Technowrap™ solution comprising two to four layers of 2K glass fibre cloth with High Ambient (HA) resin would effectively repair each defect and ensure a 20-year design life.
In conjunction with a local partner, highly experienced technicians and materials were mobilised to the asset to install the engineered repairs which were completed with minimal disruption, ensuring no production downtime.
Final QA/QC inspections were completed on each repair, verifying the quality of every Technowrap™ installation.








Results
This project highlighted the speed, versatility, and reliability of Technowrap™. Despite significant defect sizes, all repairs were successfully restored to achieve a 20-year design life.
As a safer and more cost-effective alternative to steel replacement, we look forward to helping more customers across Asia adopt this technology in their operations.
Contact Us
If you have a question about this case study, or would like to enquire about using Technowrap™ in Malaysia, then please contact our International Business Development Manager, Iain Masson (iain.masson@icr-world.com).
Challenges
- 18-ft long shell section repair
- High-temperature repair
Benefits
- Cost-effective alternative
- Quick installation
- No hot work
Scope
A major chemical company on the Southeast Texas Gulf Coast successfully completed a 30” exchanger repair using its preferred maintenance contractor, who are trained in Technowrap™ composite repairs.
The 18-ft-long shell section of the carbon steel exchanger, which operates at 340°F, features two longitudinal seam welds experiencing preferential weld attacks. This resulted in internal corrosion and several through-wall defects.
Solution
During the repair, the exchanger was taken offline. Due to the flammable-area classification, Technowrap™ proved to be an optimal solution for restoring line integrity without requiring any hot work.
ICR’s team designed an engineered composite repair solution to mitigate the existing through-wall defects and prevent leaks should additional issues arise.
The solution comprised six layers of SRS carbon fibre cloth combined with a high-temperature resin system, along with heat blankets to complete the post-cure. This allowed the resin to operate safely at temperatures up to 428°F.
The repair was engineered for a 2-year service life.
Results
Being trained to deliver ICR’s best-in-class composite repairs enabled the contractor to execute a quick and seamless project for the client, despite the size of the repair. Safer and faster than traditional welding methods, they are well-equipped to deliver future repairs on the asset should they be required.
To learn more about Technowrap™, or to make an enquiry with our team, please click here.
Scope
IC Integrity successfully restored a corroded crane cab aboard an FPSO in Western Australia that had been experiencing water ingress.
Our engineered composite repair solution delivered a 20-year design life, sealing the leak, preventing further ingress, and providing structural reinforcement to support loads on top of the cab.
Solution
The Technowrap™ repair used our SRS carbon fibre cloth and DRS resin (Deck Rehabilitation System), and was completed seamlessly by our experienced technicians, supported by the client’s onboard trained personnel – all with minimal impact on operations.
Results
A cost-effective and quick project, this Technowrap™ scope was completed with maximum efficiency and minimal disruption for our client.
Interested in using composite repairs in Australia? You can find out more about our services, or contact a member of our team, by clicking here.





Challenges
- Urgent leak seal
- Through-wall defect
Benefits
- Cost-effective and timely repair
- No hot work or shutdown required
Scope
One of the world’s leading energy trading and shipping companies contacted ICR to complete an urgent leak seal, and subsequent engineered composite repair, aboard its liquefied natural gas (LNG) tanker located off the coast of Africa.
The vessel, one of the world’s largest LNG tankers, had suffered a through-wall defect caused by external corrosion on a 24-inch carbon steel tee section in a seawater line. The affected area was identified at a suction point in a deep ballast tank, located on the starboard side towards the aft section of the vessel.
The project scope included performing an urgent leak seal, delivering an engineering design calculation complete with design sketch, and providing the materials and personnel to install the Technowrap™ repair.
Solution
ICR mobilised trained UK technicians and materials to the vessel at the onboarding port. By working closely with the onboard crew and onshore support, ICR maintained effective communication throughout the successful repair process. While the technicians were onboard, ICR also supported the vessel crew by demonstrating the live leak seal procedure in case any initial repairs were required while awaiting an LR-approved repair.
The live leak seal was completed using Technoseal Epoxy Putty. Once the live leak seal was complete, the client mechanically prepped the affected surface area achieving a cleanliness of ST3, and a minimum surface roughness of 40 microns.
ICR’s technician then applied the composite repair which used a combination of Technowrap 2K™, a multi-directional glass cloth, and a high ambient (HA) resin. A successful leak seal test was completed after the first two layers were applied, before the subsequent 10 layers were installed.
Result
The project was successfully completed within five day shifts. ICR was able to quickly mobilise materials and personnel to the vessel and meet the urgent repair needs within the desired timeframe and budget.
Completed while avoiding any hot work or shutdown, this project showcased the advantages of using ICR and Technowrap™ for live leak seal and composite repairs.
Please click here for more on our Technowrap™ composite repairs or to get in touch with our team.



Challenges
- Multiple repairs
- Offshore platform
Benefits
- Quick and cost-effective repair
- No shutdown required
Scope
A global oil and gas operator has utilised ICR’s composite repair technology, Technowrap™, to complete multiple repairs on its Utilities and Quarters (UQ) platform in the North Sea.
During a routine assessment, the operator identified several areas of corrosion on the accommodation roof and approached ICR for a quick, cost-effective, and long-term solution with a 20-year design life. The repair needed to reinforce the remaining carbon steel, which averaged 1mm in thickness, with a design load of 0.005/mm².
The project scope included working with the onboard inspection and FM team to ensure that the Technowrap™ application ran smoothly and was within the design requirements for ISO 24817. Following the inspection, the FM team were instructed to cold bond carbon steel plates to which the Technowrap™ SRS/DRS was then applied to bring the wall thickness to the operational requirements.
Solution
ICR collaborated with Stork, a global provider of integrated operations, maintenance, modification and asset integrity solutions, to deliver a suitable adhesion level through surface preparation as well as the use of various compression aids to allow for an even surface.
When engineering the design for this project, our experts considered the client’s specific requirements while ensuring compliance with industry standards. After design calculations were complete, our team determined an optimal solution compromising Technowrap™ SRS (Structural Rehabilitation System) – a carbon fibre cloth – and DRS (Deck Rehabilitation System), a rubber toughened epoxy resin.
Three layers of this solution, resulting in a repair thickness of 2.70mm, would restore the integrity of the roof areas while ensuring a 20-year design life.
Result
Requiring just one technician and one supervisor to complete the multiple repairs within the desired timeframe, this proved to be a very cost-effective and efficient project for our client.
Pleased with the results, the operator has requested our continued support for additional composite repairs in other areas of the asset.
For more on our Technowrap™ composite repairs or to get in touch with our team, please click here.
