
Challenges
- Complex sidestream unit
Benefits
- Mobilised and installed within two weeks
- Quick results
Scope
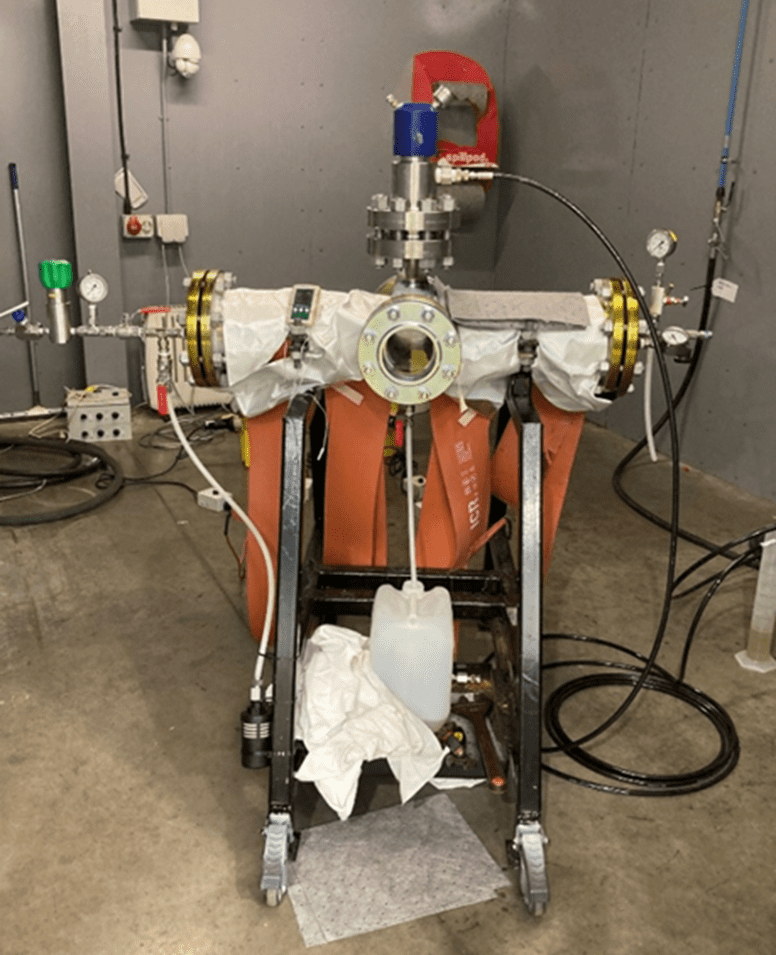
Chemical Injection Utilities (CIU) was approached by Roemex, an international supplier of specialist chemicals and support services to the energy sector, to design and deploy a sidestream into its client’s produced water system.
The goal of the project was to monitor how the corrosion inhibitor and any process changes were affecting the corrosion rate. Although historically installed corrosion coupons had indicated low corrosion rates, the client continued to experience corrosion issues that could not be linked to a specific cause.
Solution
A sidestream was mobilised and installed on site within two weeks, demonstrating CIU’s ability to rapidly respond to complex sidestream requests. The unit was equipped with:
- An LPR probe for instantaneous detection of corrosion rate changes.
- A high-sensitivity ER probe for long-term measurement of general corrosion rate.
Results
The corrosion monitoring campaign confirmed that the corrosion inhibitor was performing effectively while also revealing that certain process changes were causing short-term, severe spikes in corrosion rates.
This project provided a successful and rapid demonstration of CIU’s sidestream capabilities.
Customer Feedback
“From the initial conversations through to field deployment, CIU provided both expert insight and fantastic service provision. In working together on this project, Roemex has been able to provide new methods for long-term corrosion monitoring to our end client. The adaptability and temporary nature of using the sidestream skid has been invaluable in demonstrating the value of long-term data analysis”.
Contact Us Today
Please click here to learn more about our corrosion monitoring capabilities, or to submit an enquiry with our team.


Challenges
- Serious nozzle blockages in chemical injection package
Benefits
- Optimal, cost-effective equipment identified and installed within timeframe
Scope
After installing a fully automated chemical storage and injection system on a North Sea unmanned platform, CIU was asked to help resolve serious nozzle blockages affecting a separate chemical injection package. These blockages caused loss of critical injection, and because the platform is unmanned, offshore trials or remedial work were costly and impractical.
Using CIU’s unique ability to replicate offshore conditions in a controlled workshop, we conducted tests to evaluate various atomizer nozzles under representative parameters, including injection pressure, flowrate, temperatures, and spray patterns. CIU developed the detailed test procedure and rig design, enabling comprehensive data collection and identification of the appropriate equipment, prior to offshore installation.
Solution
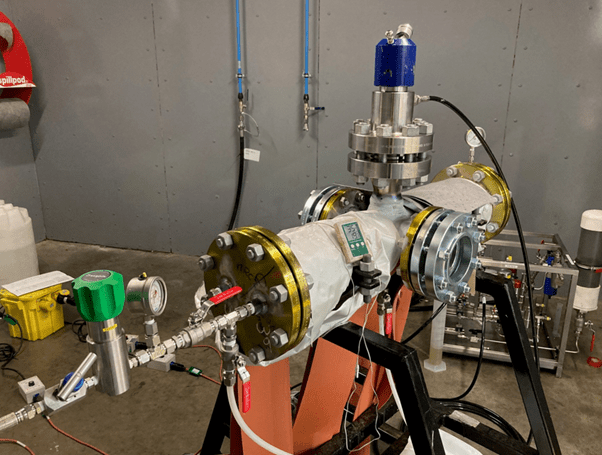
CIU designed and built a bespoke test rig for onshore function testing of injection quills and atomiser nozzles intended for Scale and Corrosion Inhibitor injection on the platform. To account for chemical viscosity changes caused by seasonal temperature variations offshore, tests were conducted at different ambient and chemical temperatures. The following set-up was used to execute the injectivity testing:
- Bespoke 6” test spool c/w Kenco Engineering sight glasses and RTJ flanged injection port.
- Dual pump skid for chemical injection.
- Test chemicals were stored in refrigerator to achieve various fluid temperatures.
- A nitrogen supply was used to pressure the spool. Test spool pressure was adjusted to suit individual test cases, matching onsite process conditions.
- Thermostatic heat blankets were fitted to test spool to adjust and maintain required test temperatures.
- Insulation was installed over heat blankets.
- Waste fluid container was connected to test set-up.
Results
Testing confirmed that several nozzle types and sizes were unsuitable for the designated chemicals and operating parameters, with blockages and poor spray dispersal observed –
issues that would be impossible to identify in a live system.
This allowed CIU to eliminate ineffective configurations before installation, avoiding costly offshore remedial work. Following testing, CIU produced a comprehensive Test and System Optimisation Report, enabling the customer to select the optimal equipment for their operations, while ensuring reliable long-term chemical injection performance.
Interested in learning more about our corrosion monitoring capabilities? Please click here.

Scope
A major North Sea operator engaged Chemical Injection Utilities (CIU) to carry out a comprehensive online corrosion and microbial monitoring service aboard its FPSO. The primary objective was to assess the integrity of 38 critical mechanical locations and evaluate the potential risks of microbiologically influenced corrosion (MIC). The scope of work included:
- Servicing 38 mechanical locations using flush disc and multi-disc corrosion coupons
- Servicing solid plugs and replacing pressure-retaining seals
- Installing high-sensitivity probes equipped with data loggers
Solution
CIU quickly mobilised experienced personnel and materials to the site. To evaluate the risk of MIC and overall system integrity, the following data collection and analysis methods were employed:
- Microbial swabs taken from retrieved corrosion coupons
- Biostuds removed from three bio-sidestreams to measure sessile bacterial populations
- Planktonic samples collected from drains and diesel tanks for further analysis
Advanced Microbial Monitoring techniques, including quantitative PCR (qPCR), Next Generation Sequencing (NGS), and Most Probable Number (MPN) analysis, were utilised. All laboratory analyses were conducted by NCIMB.
Please see the video below for an overview of the scope delivered!
Results
The service was completed efficiently and within schedule and budget. CIU provided the client with a comprehensive assessment of mechanical integrity and a clear understanding of MIC-related risks.
Regular and continuous monitoring of corrosion, pitting rates, and microbial activity across process systems enables the client to promptly detect and mitigate any emerging issues, helping to ensure ongoing asset integrity and operational reliability.
For more on our Integrity Monitoring solutions, please click here, or get in touch directly with our Business Development Manager, Craig Wilkinson (craig.wilkinson@ciu.ltd).
Challenges
- Limited space
Benefits
- Fully bespoke packages
- Delivered on time and within budget
Scope
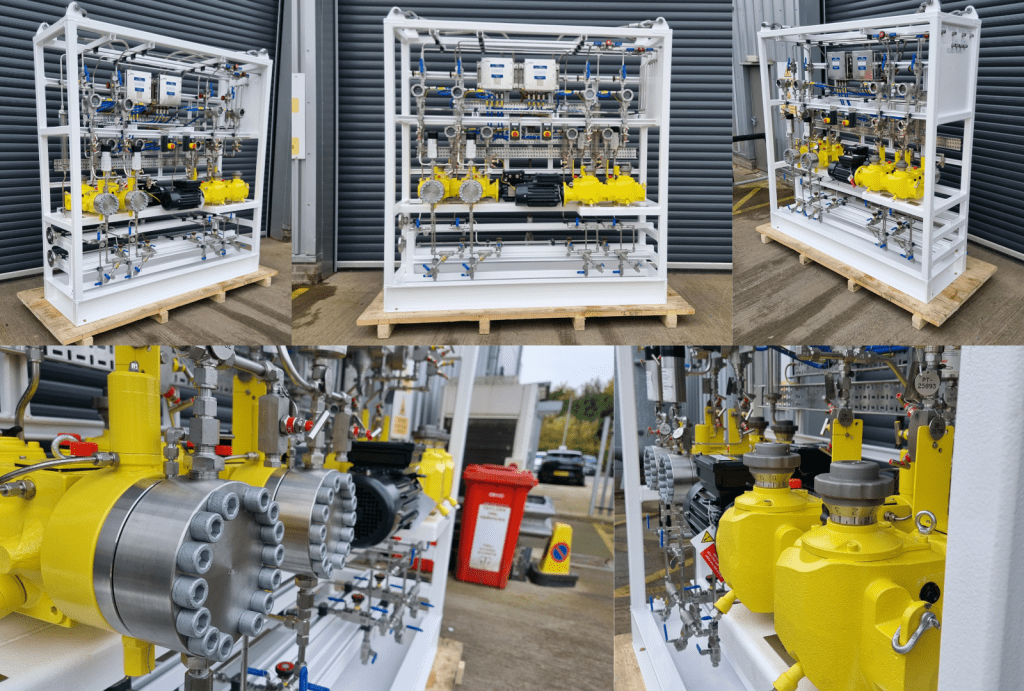
ICR was contracted to supply a one off Scale & Corrosion Inhibitor Injection package for a major oil and gas production facility in the North Sea. The project scope consisted of an integrated Chemical Injection Package, including two off duplex (dual headed) Electric Drive API-675 injection pumps, and all necessary process equipment and instrumentation required to meet client specification.
The client requirements included:
- Injection package fully compliant with all applicable client, site, national, international and hazardous area specifications.
- One off electric drive, skid-mounted, integrated Scale & Corrosion Inhibitor Chemical Injection Package complete with all necessary process equipment and instrumentation, suitable for installation offshore.
Solution
The facility’s space constraints meant that the allocated area for equipment was extremely small. ICR conducted an optimisation study to identify pumps that were suitable for the given process parameters, while minimising required footprint. Through detailed design, ICR configured the package to fit within the allocated area, all while maintaining optimal package operability and ergonomics.
ICR designed and manufactured the package in accordance with all relevant client and end user specifications.
The Scale & Corrosion Injection Package included the following equipment:
- One off painted and load tested Carbon Steel skid c/w integral drip tray, and certified lifting gear.
- Two off Milton Roy Primeroyal PH Duplex API-675 injection pumps (in duty / standby configuration) c/w 1.1kW electric motors, capable of injection rate up to 8.34 l/hr at an operating pressure of 320 barg. Pump diaphragm rupture detection via Endress & Hauser pressure transmitters.
- Two off local start / e-stop stations.
- Four off Kenco Engineering pump setting gauges (1 off per pump head).
- Four off Coorstek pulsation dampers (1 off per pump head).
- Four off API-520 Pressure Relief Valves (supplied loose).
- Four off Endress & Hauser pressure transmitters c/w double block and bleed manifolds.
- Discharge non-return valves (NRV’s).
- Double block and bleed isolation on package suction and discharge.
- All required package process piping, fittings and equipment in 316 SS.
- All package instrumentation terminated into skid edge junction boxes (1 off DCS & 1 off ESD) for client hook-up on site.
Result
- Fully assembled and tested package completed and delivered within planned cost and schedule.
- Bespoke packages designed to meet client specifications and process parameters, and fit into small laydown area.
- Duplex pumps allow for two chemical duties via a single pump / motor.
To learn more about our chemical injection solutions, or to enquire with our team, please click here.
Challenges
- Multiple packages
Benefits
- Completed within timeframe and budget
- ICR supplied all bespoke equipment and personnel
Scope
A trusted supplier of tubular goods, surface and subsea equipment, our customer requested ICR’s experts to supply two permanent air-driven Williams chemical injection packages for its end user in the Middle East.
The project required ICR’s team to design and deliver a WI Biocide system, intended to kill bacteria and mitigate damage, as well as a Truescale system to prevent scale build-up.
Solution
At the beginning of the project, ICR conducted an optimisation study of the pumps supplied by a third party. Following a thorough assessment, ICR identified several improvements to the pump selection that would make the project more cost-effective. Reducing the variety of pumps used would also help streamline future maintenance and improve operational efficiency.
Thereafter, ICR designed and manufactured the topside packages as per the client’s specifications, while aligning these to industry standards. Both the Bioside and Truescale Injection packages included a Williams Milton Roy CLD400-316-TFE air-driven chemical injection pump with a duty / standby configuration, which was mounted in a robust 316-grade stainless steel box frame. The packages were complete with all necessary valves, instruments, and piping to ensure the system operates safely and efficiently.
All Williams pumps were designed and built in compliance with API1675 and have been assessed to be compliant with ATEX directive 2014/34/EU.
Result
ICR supplied all the required equipment to complete both the offline and online packages. The fully assembled, bespoke packages were completed by ICR’s experienced technicians as per the customer’s specifications and unique process parameters, and were delivered to the client’s site within budget and the required timeframe.
Both packages were a standardised size, ensuring a seamless installation in the client’s laydown area with only minor site infrastructure modification being required, leading to minimal disruption.
Furthermore, ICR quickly identified positive changes that could be made to the pump models. Standardising the pumps across both packages made the project more cost-effective and efficient, and minimised the amount of spare stock that needed to be held on site.
To discover more about ICR’s chemical injection solutions, and to see more case studies like this, please click here.

Client challenge
Our client, based in Equatorial Guinea, required three pumps to service two separate methanol injection points on their production platform. Two pumps were needed to inject 64.35l/h at 22.4barg process pressure in a duty/standby arrangement, while one pump was required to inject 60.56l/h at 165.5barg process pressure. Limited deck space mandated that the skid footprint could not exceed 1.65m x 0.6m.
What we did
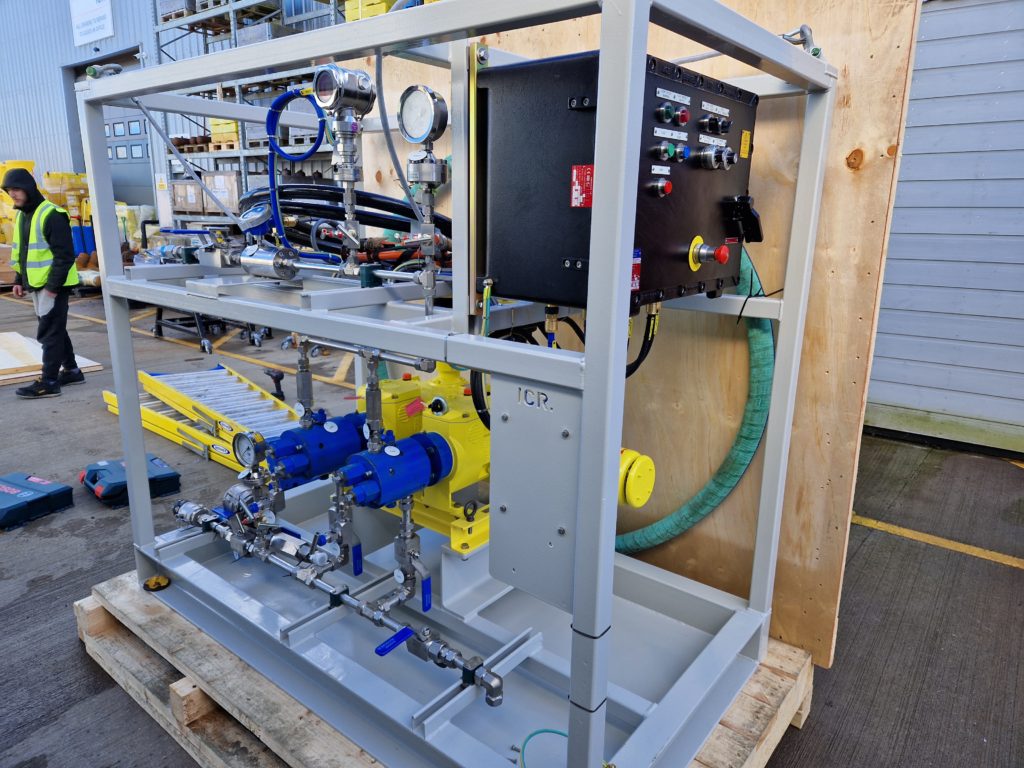
To address our client’s needs, we designed and built a package consisting of three Milton Roy electric drive pumps, each compliant with Atex Zone II. This included two MRoy XB simplex dosing pumps for 22.4barg injection and one Primeroyal K injection pump for 165.5barg injection. A common package suction system was created to feed all three pumps.
Two separate discharge manifolds were designed to independently supply each injection point.
The limited deck space challenge was mitigated by the absence of height restrictions in the designated area. This allowed for a package design which incorporated the pumps and instrumentation within a crash frame, 2 metres in height. The carbon steel frame incorporated earthing points and lifting eyes. Each pump was equipped with an individual discharge pressure transmitter, terminated in a skid-edge junction box. The 22.4barg injection line featured a flow transmitter terminated to the client’s DCS. Individual pump start/stop stations were installed at the skid edge and also terminated to the client’s DCS.
Results
The bespoke package was delivered to the client’s exact specification and within the agreed timeframe. The successful delivery prompted an immediate request for an additional package from the client, again requiring a bespoke design.
Date: March 2023
Client: Chemical Supplier
Location: Wales
Client challenge
Our client required a Super Drag Reducer Injection Package to handle a chemical with high viscosity which had the potential to impact pump performance. Due to varying process parameters, a solution was needed to automatically adjust injection rates and maintain constant concentration, regardless of flow and pressure variations in the pipeline. The goal was to provide a fully automated system that allowed remote control of pump operations with minimal input required.
The high viscosity (100,000 cP) of the chemical posed a significant challenge in maintaining consistent injection rates as the varying process parameters further complicated the task of ensuring a constant concentration. Our team was asked to design a chemical injection skid with an innovative solution that would automatically adjust the pump stroke length via an Actuator Capacity Controller (ACC). This approach aimed to achieve reliable and automated control of injection rates, enabling automatic pump control remote pump control and ensuring efficient chemical injection.
What we did
To address these specific requirements, our team developed a comprehensive solution encompassing the following key elements:
Automated injection rate adjustment: The design of the chemical injection skid incorporated an Actuator Capacity Controller (ACC) that was capable of automatically adjusting the pump stroke length. This innovative feature allowed for precise control of injection rates, ensuring a constant concentration, regardless of variations in flow and pressure within the pipeline.
Integration of on-skid flow meter and control panel: The ACC was seamlessly tied into an on-skid flow meter and control panel, providing real-time monitoring of flow conditions. This integration facilitated automatic adjustment of injection rates based on the measured flow, ensuring accurate and consistent chemical injection.
Remote pump control: The automated solution enabled remote start and stop functionality for the pumps, allowing the client to control operations remotely without the need for additional input. This feature provided convenience and flexibility in managing the injection process.
Results
The successful implementation of the Super Drag Reducer Injection Package effectively met the challenging requirements posed by the high viscosity of the chemical, enabling efficient and reliable chemical injection. The automated system also allowed for the automatic adjustment of injection rates based on flow conditions, ensuring a constant concentration, regardless of variations in flow and pressure within the pipeline. This provided consistent chemical treatment and optimised performance.
Our client expressed satisfaction with our solution, highlighting its effectiveness, reliability and first-class service and support provided by our team throughout the project.
The Super Drag Reducer Injection Package exemplified our team’s expertise in designing and delivering automated solutions for challenging chemical injection requirements. By incorporating the Actuator Capacity Controller (ACC) and integrating it with on-skid flow monitoring and control systems, we achieved precise and adaptive injection rates, enabling remote pump control and consistent chemical treatment. Our client benefitted from a reliable and efficient solution that not only met their specific needs – but also led to a 60% reduction in power usage (which will increase in the winter) – and received exceptional service and support throughout the project lifecycle.
Client quote:
“To sum up, amazing! We have seen a 30% increase in flow through pipeline at 50 ppm, they do not have to use booster pumps now, and pressure drops across the pipe is reduced. They actually have to gag the flow at the terminals at points because there’s too much! All looking very positive, and the skid pump has been used regularly with no problem. It will be in continuous use today, and tomorrow.”



Client: Major North Sea Operator
Location: UKCS
Client challenge
We were approached by a North Sea Operator to address a chemical injection problem in an Injection Rate Control Device (IRCD) system. The existing multiple valve system on the panel was ineffective, resulting in inconsistent dosing and potential integrity issues. The operator required a long-term solution to ensure accurate and reliable chemical dosing parameters.
What we did
We devised a comprehensive solution by providing a chemical injection system equipped with multiple air-driven metering pumps. Each injection point was allocated a dedicated pump and calibration gauge, ensuring precise and optimal dosing levels. This design also introduced a control mechanism for the overall system, overcoming the limitations of the previous injection package. To accommodate the available space on the platform, the unit was designed as two compact 12-pump rack frames.
Results
The project was successfully delivered within the agreed timeframe. Following the installation of the new system, the injection issues were resolved, and the corrosion/scale inhibition effectiveness was assured throughout the process facilities. The optimised chemical dosing solution provided greater control, accuracy, and reliability, addressing the operator’s concerns and enhancing the overall efficiency of the IRCD system.


Date: May 2022
Client: Major Operator
Location: North Scotland
Client challenge
Our client, a major energy operator, required two Biocide Chemical Injections Pump packages for their oil and gas terminal, as elevated levels of Sulphate Reducing Bacteria had been discovered. This bacteria caused increased corrosion rates on the main pipeline at the terminal, especially in areas with low points where water tends to accumulate. The integrity of the pipeline system was at risk due to this corrosion, necessitating biocide injection at both the pig receiver and the crude oil manifold.
Solution
Our team designed and built two bespoke chemical injection units complete with:
- Two CRP2250W600CR-BR Williams Milton Roy Air Driven W Series Plunger Chemical Metering Pumps
- One head operating to individual injection point with one complete standby pump.
All equipment supplied was bespoke and reflected the duty parameters and chemical application specified by our client.
The packages included the following bespoke elements:
- Two compartment containers divided by a partition wall and painted in accordance with our client’s coating specification.
- Package containerised with galvanised roller doors provided for operator access and designed to ensure safe and easy changeover of IBCs.
- The IBC was connected by a 300mm section of flexible hose and an adapter to fit the IBC outlet connection.
- Each side of the container was internally outfitted with ex-rated fluorescent lighting fittings, controlled by a manual switch which terminated at the package edge.
- Package bunded with two off 1.25m3 bunded sections separated by a bulkhead wall, with flange drain valves.
- Ventilation grills were located on all three walls of the container to avoid ingress of rainwater.
- Equipped with lifting points rated for twice the weight of a fully outfitted container and holding down foot plates with slings and suitably sized and rated shackles supplied to facilitate the single point lift. The containers conform to DNV 2.7-1 lifting and structural requirements.
- Two off M12 earthing was provided and were located on diagonally opposite, external corners of the package.
- The package included safety signage.
All process tubing including, suction, discharge, and air manifolds as well as the fittings and valves were constructed from 316 stainless steel. Instruments had a permanent tag label fitted. The injection pump package was mounted in a 316 stainless steel box frame complete with all valves, instrumentation and piping for safe and proper operation.
Results & benefits
We successfully delivered the chemical injection packages within the planned schedule and under budget. Each package was specifically designed to reflect our client’s specifications, duty parameters and environmental factors.








Date: October 2021
Client: Major North Sea operator
Location: UKCS
Client challenge
Our client, a major North Sea operator, required an Automatic Processing Unit (APU) to remotely adjust injection rates. The unit had to have the following specifications:
- A stainless steel 316 box frame for attaching to a H2S Scavenger rental unit.
- Single vs stroke speed (at 100 stroke length).
What we did
Our team provided an APU that enabled remote adjustment of chemical injection rates from a site control room. The APU received a 4-20mA signal from the control room, and based on this signal, adjusted the stroking speed of the pump proportionally. To control the pump’s stroking speed, the APU utilized a solenoid valve, which was installed locally to the pump in place of the normal Williams Controller. This solenoid valve effectively fulfilled the role of the Controller.
The APU unit offers several advantages, including:
- Remote adjustment of the pump flow rate allowing for quick and easy changeover, especially in a duty/standby setup.
- Remote starting and stopping of pumps enabling remote control of pump operations, enhancing convenience and flexibility.
- Reduction in chemical usage by remotely adjusting the chemical flow rates, the APU assists in reducing chemical consumption.
- Compatibility with site instrumentation as the APU can receive an analog signal from the site DCS or feedback from site or package instrumentation such as flowmeters. This facilitates precise adjustment of chemical injection rates.
- Proportional adjustment of stroke speed as the APU receives a 4-20mA signal and adjusts the pump’s stroke speed accordingly, ensuring accurate control.
The APU controls the stroke speed of the pump by opening and closing a solenoid valve installed locally to the pump, replacing the normal Williams Controller. The solenoid valve effectively performs the role of the Controller, enabling the increase or decrease of the pump’s stroke speed.
The table below provides an example that demonstrates the relationship between the analog signal sent to the APU and the resulting stroke speed or pump volume. It’s important to note that stroke speeds and volumes may vary depending on the specific pump models used.
| Signal | Strokes per Minute | Litres per hour |
|---|---|---|
| 4mA | 0 | 0 |
| 6mA | Pump A – 8.75 | 84 |
| 8mA | Pump A – 17.5 | 168 |
| 10mA | Pump A – 26.25 | 252 |
| 12mA | Pump A – 325 | 336 |
| 14mA | Pump A 35 & Pump B 8.75 | 420 |
| 16mA | Pump A 35 & Pump B 17.5 | 504 |
| 18mA | Pump A 35 & Pump B 26.25 | 588 |
| 20mA | Pump A – 35 & Pump B 35 | 672 |
Results
By successfully implementing the APU, our solution allowed our client to remotely adjust injection rates, control pump operations, and optimise chemical usage. The APU’s flexibility and compatibility with various instrumentation make it a valuable tool in enhancing operational efficiency and ensuring accurate control in critical processes.
